Year
2008
Sector
Industrial
Job Nature
Redesign
This waste site, committed to the principle of sustainable waste management, recycle compost and recover value in the form of electrical energy produced from four 12.5MW steam turbines. EGS was approached in May 2008 to attend their site and survey their original Woodward governing equipment which was around 35 years old.We were given a list of problems posed by their existing system, the most significant of which were damage caused by out-of-sync manual breaker closure resulting in considerable loss of generation during repairs. In addition to this there are further requirements which could not be achieved efficiently by the old hydraulic governor system installed, such as automatic starting run up and synchronisation, pressure control, power management, mains monitoring and G59/2 protection and HMI display and historical data logging of parameters and alarms.
Aim:
The aims of the project were therefore:
- To improve reliability and gain a further efficiency on the generation of electricity from their site.
- To improve efficiency of the steam header pressure control.
- To enable further advancements using electronics, which would not be possible with the old mechanical governing systems
- To significantly improve safety onsite; which also encompasses monitoring and trending
Stages and challenges:
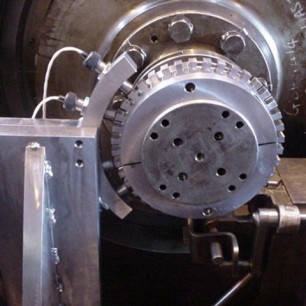
A completely new system was designed and installed using the Woodward Peak 150 which collects the speed signal from a custom designed and manufactured phonic wheel and speed probes, sending valve position commands to the Woodward CPC current to pressure converter. This in turn provides a sensitive oil signal directly to the steam valves.
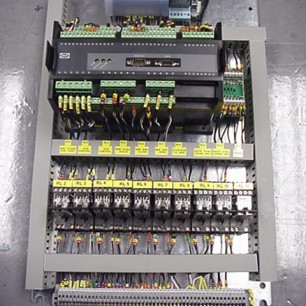
The power management is taken care of by the installed Deif GPC units on each generator and on both of the main feeders; these Deif units are communicating through RS485 to the HMI package that is loaded into a dedicated panel mount PC.
With the core parts of the new system manufactured at our works, a full factory test was carried out during which any problems can be resolved. One main issue raised was that the existing steam valves could not cope with the new faster response governing system. These valves were then overhauled by ourselves using tighter clearances on the sensitive control lands, various tests had to be carried out in order to verify performance and reliability.
Upon installation of the new system, various modifications were made to suit the customer’s changing requirements, commissioning each completed set within the turnaround period. With the equipment up and running the customer could identify other potential advantages which could be incorporated within the new system.
Solutions:
The main challenges posed by the project resulted from the combination of new and older parts. To overcome these issues, extensive pre-testing of each and every component of the new design system was necessary. All electronics were also tested at our workplace include hot soak tests for electronic components.
A test stand was manufactured uniquely for this project to enable the testing of steam valves away from the main turbine; this was to alleviate the high costs that would have occurred had we tested on site.
Outcome:
The aims and goals of the project were met and the customer proved to be very satisfied demonstrated by our continuing close relationship with them for on-going support or training required.